 パプリカ先輩
パプリカ先輩あい!葱は切るのが難しいんだ。
薄刃の刃線全体を使って大きく動かすのがコツだ。
 3年目 あい
3年目 あいんなこと言ったって、刃線ってなんのことか、わかないよ…
パプリカ先輩けんた!鯛の頭を割る時は包丁を立てて、切っ先を口に入れちまうんだよ。
 新人 けんた
新人 けんたはー?切っ先ってどこだよ!?
魚の卸し方や包丁の使い方、動かし方などを説明する際には、包丁の各部位の名称を知らないと言葉で説明できません。
また、日本刀の技術を受け継ぐ和包丁は、実用性を兼ね備えた芸術作品。その美しさは見る者を魅了し、板前の中には使わずに、コレクションする人もいます。
本記事では、和包丁の基礎知識として、部位名称と役割、そして伝統を受け継ぐ鍛冶職人の製作工程について詳しく解説します。
板前にとって、包丁は大切な商売道具。
「包丁シリーズ」の記事で、さらに詳しく掘り下げ、自分の求める究極の包丁を見つけてください。
和包丁の各部位の役割と役割
まずは、基本的な包丁の部位名称です。調理場内で普段、あまり口にする機会の少ない言葉ではありますが、仕事の相棒の名前くらい覚えておきたいものです。

| 名称 | 説明 |
|---|---|
| 切っ先 きっさき | 先端の尖り部分 イカの糸造りや 飾り切りなどに使用 |
| 反り そり | 刃線のカーブ部分 魚の身卸しや 刺身を引く際に使用 |
| 刃境 はざかい | 硬度の高い鋼と しなやかな軟鉄の境界 |
| 鎬筋 しのぎすじ | 刃線と平の境、 角度が変わる部分 |
| 先幅 さきはば | 刃から峰の幅、 切っ先側の幅 |

| 名称 | 説明 |
|---|---|
| 刀身 とうしん | 柄元から切っ先までの包丁全体 |
| 刃渡り はわたり | 刺身包丁は切っ先から区まで 出刃包丁は切っ先から顎まで |

| 名称 | 説明 |
|---|---|
| 切刃 きりは | 鎬筋から刃までの面、 角度が変わっている部分 |
| 刃線 はせん | 素材を切る刃部全体、 全体を大きく使い 細胞を潰さないように使用 |
| 平 ひら | 鎬から峰の平面な大きな部分、 素材をつぶす |
| 峰/棟 みね/むね | 刃の反対側、 背中側 |
| 元幅 もとはば | 刃から峰の幅、 顎側の幅 |
| 名称 | 説明 |
|---|---|
| 顎 あご | 刃線の終わりの角、 じゃがいもの芽を除く |
| 刃元 はもと | 顎付近の刃、 硬いものを切ったり 割ったりする |
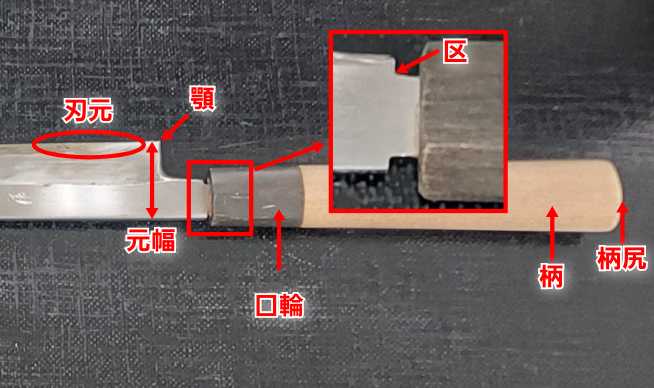
| 区 まち | 顎から柄のくびれ部分 |
| 口輪 くちわ | 柄の刀身側先端の部品、 刀身の抜けを防ぐ |
| 中子 なかご | 柄に入っている金属部分、 接着剤や鋲は不使用 |
| 柄 え | 手で握る部分、 朴(ほお)の木を使用したものが一般的 |
| 柄尻 えじり | 柄の末端 |

| 名称 | 説明 |
|---|---|
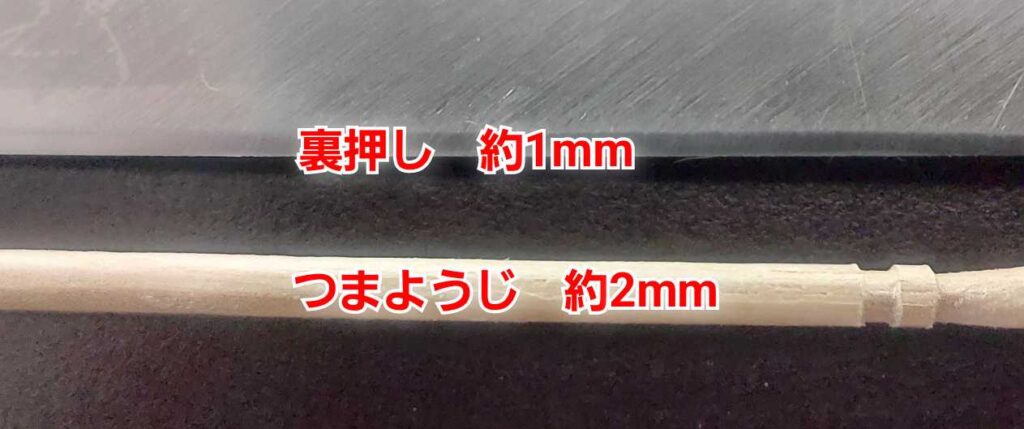
| 裏押し うらおし | 裏を研いだ際に 刃先から峰にかけて現れる平面部 |
| 裏すき うらすき | 裏面の凹み 切れ味の生命線となる また全体を研ぐ必要がなくなる |
和包丁の製作工程|伝統を受け継ぐ鍛冶職人

包丁の歴史は古代の打製石器にまで遡り、 正倉院に保存された日本最古の包丁は奈良時代のものです。
日本刀の鍛冶技術から生まれた包丁は伝統的な工芸品でもあります。
その製造工程は「鍛造」「研ぎ」「柄付け」の3つに分かれます。
現在は、機械化、大量生産化された包丁も数多く出回りますが、
ここでは鍛冶職人による手作りの伝統的な和包丁の作り方を紹介します。
【鍛造】整形し焼入れで硬度を高める
刃側の金属を準備する。
- 炭素を含んだ硬度の高い刃金(炭素量0.8%以上)を切り出す。
- 炉で熱してハンマーで叩き伸ばして適切な長さに切る。
鋼と軟鉄を合わせ不純物を叩き出す。
- 切り出した刃金と、地金という軟鉄(炭素量0.1%以下)を
合わせて熱し、叩いて密着させ一体化させる(鍛接)。 - 鍛接後、再度熱し、叩いて整形する。
- 大まかな形に切断し刃の形、中子を整える。
- 不要な成分を叩き出し金属の純度を上げる。
鋼が柔らかい焼入れ前にできる限り完成形に近づける。
- 叩いて平滑にして、回転砥石で研削し凹凸をなくす。
- 型に合わせて余分を切断し、数種のハンマーで形を整える。
- 和包丁の切れ味の生命線ともなる「裏すき」も丁寧に成形する。
鋼の硬度が高め、鋭い切れ味を。
- 素早い冷却と焼入れの程度や部位を調節するために泥をつける。
(本焼包丁では泥の境目に波紋が現れる) - 800℃(~1100℃)程度に熱する。
- 水や油で急速に冷ます。
粘り強くしなやかな鋼へ。
- 再度200℃程度に熱して灰の中で自然に冷ます。
- 「焼戻し」によって靭性が高まり欠けにくい刃になる。
【研ぎ】研ぎ師の技術が冴える
回転砥石で研ぐ。
- 全体を研磨して表面のサビや汚れを落とす。
- 歪みを調整する。
- 表側の平から研ぎ始め、厚さや切刃の角度を決定する。
手作業で徐々に細かな砥石で研ぐ。
- 人造砥石で刃の厚みを確認しながら研ぐ。
- 多角度から光を当て、目視や定規で全体の歪みや曲がりを調整する。
- 裏側も研ぎ、裏押しの部分を平らにする。
切刃を磨き波紋を際立たせる。
- 砥石の粉とゴム片でこする。
- ツヤのある刃金と霞がかった地金の境目を目立たせる。
最後に目の細かい天然砥石で研ぎ上げる。
【柄付け】握る手にしっかりと馴染む
出来上がった刃に刻印を打ち込む。
主に鍛冶職人や包丁メーカーの名前を刻印する。
オーダーメイドの場合、板前の名前を刻印することもある。
中子を熱して取り付ける。
- 事前に用意した柄の内側に中子を焼き付けて差し込み、
柄尻を木槌で叩き固定する。 - 熱して差し込むことで、柄の腐食防止となる。
焼入れとは?切れ味を左右する重要工程
包丁の切れ味を決定する焼入れは、包丁の製造工程において一番大切な工程です。
鋼の硬度は切れ味と比例する
基本的に、刃物は材料の鋼が鋼が硬ければ硬いほどよく切れます。
つまり、鋭い切れ味の包丁には鋼の硬度を高めることが不可欠です。
しかし、どれほど良質な鋼でも、焼入れの良し悪しによって性質が大きく異なります。
適切な温度管理が硬度を決定する
焼入れは、硬度を高めるための重要な工程です。
鋼材や炭素含有率、焼入温度、大きさ、用途などに合わせて
適切に焼入れしなくてはなりません。
中でも、温度管理は極めて大切な要素です。
燃えた鋼の色を見て温度を確認するため、
熟練した鍛冶職人の経験と感覚が頼りとなります。
常温のフェライトを確実にオーステナイト化させ、
その後、均一にマルテンサイト化させる必要があります。
- 加熱不足では、硬化されず硬度が得られない。
- 過剰加熱では、鋼の炭素量の減少を招き、鋼結晶粒は大きくなるため硬度が落ちる。
- 硬化効果を得られる温度帯で、可能な限り低い方が良い。
また、急激な冷却は割れや歪みを引き起こす要因ともなり、
熟練の職人でも100%成功することはないと言われます。
焼戻しで粘り強さを向上させる
焼入れによってマルテンサイト化した組織は、硬く鋭い切れ味を得るが、
同時に粘り強さが失われ、衝撃に弱く欠けやすい包丁となります。
そこで再度加熱し、200℃程度からゆっくりと冷ます「焼戻し工程」によって、
靭性を高めて粘り強さを向上させることが必要です。
通常、包丁の硬度と粘り強さは相反し、丁度いいバランスに調節します。
- 低温で焼戻し→硬度高・靭性低
- 高温で焼戻し→硬度低・靭性高
まとめ|用語と工程の理解して包丁技術を高める
この記事では、和包丁の各部位の名称と役割について、包丁を使う上で重要な知識を紹介しました。
正しい名称とその役割を理解することは、包丁の使い方や調理の技術向上に役立ちます。
また、伝統を受け継ぐ鍛冶職人による包丁の製作工程も紹介しました。
鍛造、研ぎ、柄付けという工程を経て生み出される和包丁は、日本の伝統的な工芸品であり、その製作過程には多くの職人の技術と情熱が注がれています。
このような和包丁の豆知識は、板前としての自信や高い意識に欠かせません。

パプリカ先輩
板前一筋23年
東京都ふぐ免許保有
料亭、ミシュラン店、会員制クラブ勤務